強力快速送進打磨
—國外精鑄技術進展述評(10)—
《特種鑄造及有色合金》,2005(10):615~618
現在無論外,打磨鑄件的手段主要是砂輪和砂帶磨輪二種。但國外只是在少數情況下使用砂輪。砂帶打磨已成為打磨鑄件的主要手段,廣泛用于不銹鋼、高溫合金、鈷基、鎳基合金和鈦合金等各種合金鑄件,在某些情況下也用于精整、拋光。手工打磨只在批量小時采用。從效率、質量、安全和降低成本等諸方面考慮,越來越多地采用半自動或機械手全自動打磨技術。
一.磨料、磨具的更新[1] [2]
1.1 氧化鋁納米陶瓷磨料
傳統的磨料主要有碳化硅和剛玉(氧化鋁),它們都很硬(前者莫氏硬度 9.6,后者 9.4),打磨一些不是特別硬的金屬材料、或塑料、橡膠等較軟的材料時,打磨速度快而均勻。但它 們又都較脆,受沖擊時,磨粒容易破碎,打磨時施壓不宜過大,因此,打磨硬的金屬材料時, 效率低,磨具壽命短。較之于上述二種磨料,鋯-鋁尖晶石就更強韌,打磨時以中等強度施壓, 即可獲得較為理想的效果,故適用于手持工件打磨澆冒口等大磨削量場合。上世紀 80 年代, 一種生產氧化鋁納米陶瓷(簡稱氧化鋁陶瓷)的新方法——Sol-Gel 法,由美國 3M - Abrasive
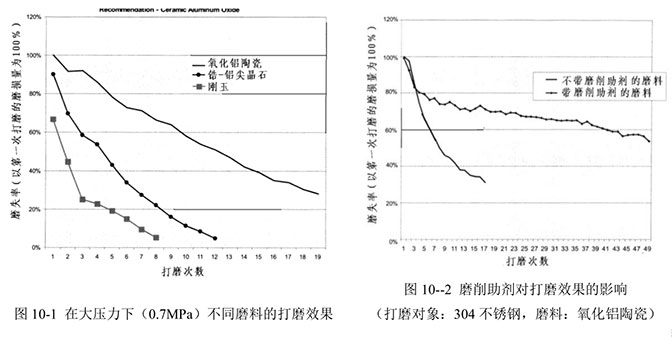
Systems 公司發明并取得專利權。與傳統磨料電熔剛玉的生產方法不同,它不是由工業氧化鋁經電弧高溫熔融,再冷卻、破碎、篩分制成,而是用氧化鋁酸性水溶膠,經膠凝、干燥后獲得納米級超細微粉,再在 1500~2000℃下高溫燒結制成。其莫氏硬度高達 9.8, 比碳化硅和剛玉都硬,接近世間硬的材料金剛石。特別是它非常堅韌,打磨時,能承受大壓力施壓,因此,打磨速度快,效率高,磨具使用壽命長,并適合機械化和自動化操作[1] [2]。圖 10-1 所示為在 0.7MPa 大壓力下,不同磨料打磨效果的比較。
1.1 微細轉印 (Microreplication) 砂帶
對于磨具使用壽命和打磨效率起決定作用的固然是磨料,然而,其他一些因素,例如磨
粒在砂帶上的粘結強度和磨削助劑(通常是潤滑劑)也有重要作用。圖 10-2 所示就是帶有和不帶磨削助劑時打磨效果的對比。1990 年 3M - Abrasive Systems 公司率先推出并獲得專利的一項制作砂帶的新技術——微細轉印 (Microreplication)法問世。與傳統砂帶不同,它不是將磨粒直接粘附在人造纖維編織襯帶上(圖 10-3 下和圖 10-4 右) [2],而是在襯帶表面轉印上具有預
期幾何形狀和尺寸的研磨錐(圖 10-3 上和圖 10-4 左)或研磨塊。這一改進不僅使砂帶上承載的磨粒數量大增,而且還可以把磨削助劑添加其中。使用傳統砂帶打磨時,磨粒的頂部與工件 接觸,鋒利的磨粒很快就被磨禿,隨即從砂帶上脫落,磨削效率急劇下降,砂帶也很快 報廢(圖 10-5 上)。用微細轉印法制成的砂帶打磨時,研磨錐(塊)表面的磨粒一旦磨鈍,就會從粘結樹脂上崩裂,同時,暴露出新磨粒,不斷形成鋒利磨刃,直所有研磨錐被磨平為止(圖 10-5 下)[2]。這種砂帶打磨效率高,使用壽命也長,盡管它的價格比傳統砂帶貴,但經久耐用,打磨鑄件的數量多,打磨速度快,所以,打磨一個鑄件所耗費的成本卻成倍下降 [2]。
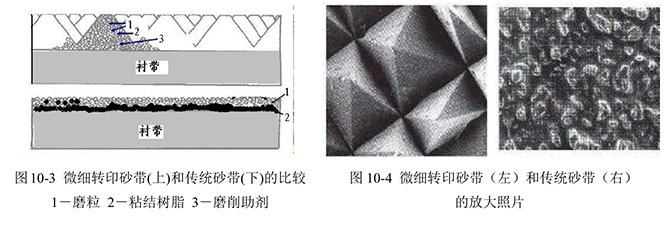
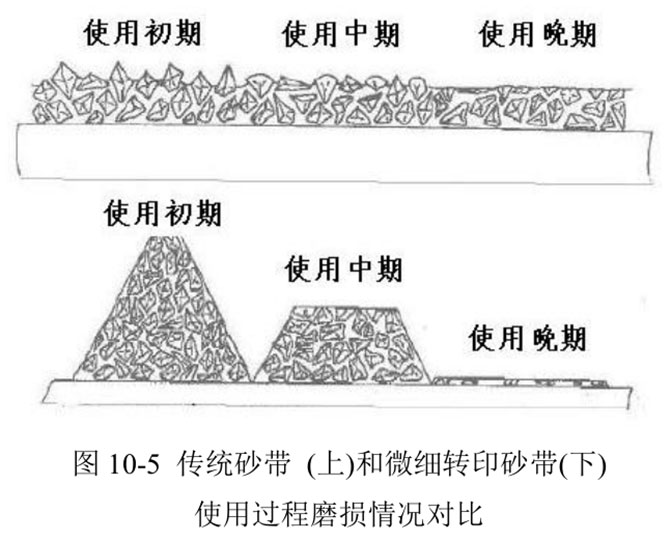
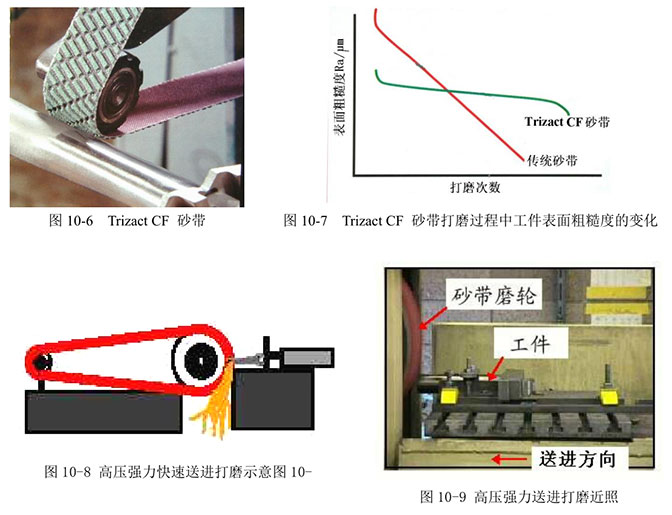
圖 10-6 所示為 INCAST, 2004(9):25 刊載的 3M - Abrasive Systems 公司新推出的 Trizact
CF 砂帶。其上的 Microreplication 研磨塊厚而耐用,比傳統砂帶裝載的磨粒多 2~3 倍,使用壽命長 2 倍,而且,工件經打磨后的表面粗糙度始終保持均勻(見圖 10-7)。
二.強力快速送進打磨
由于磨料和磨具制作技術的重大改進,特別是氧化鋁納米陶瓷和微細轉印砂帶的開發成功,為強力快速送進打磨(High-Pressure Power-Assist Plunge Grinding)提供了必需的物質基礎和前提條件。其實,這種技術的原理很簡單,就是通過液壓缸產生強大壓力(3.5~5.0MPa),迫使工件快速送進(圖 10-8 和圖 10-9) [8],從而使打磨速度成倍增長。如果選擇合適設備和合理
的工藝參數,打磨效率很高。
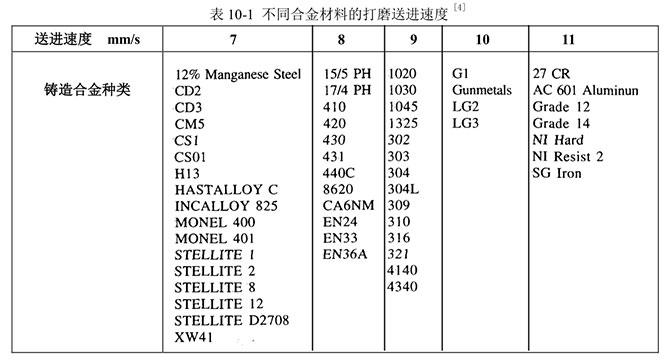
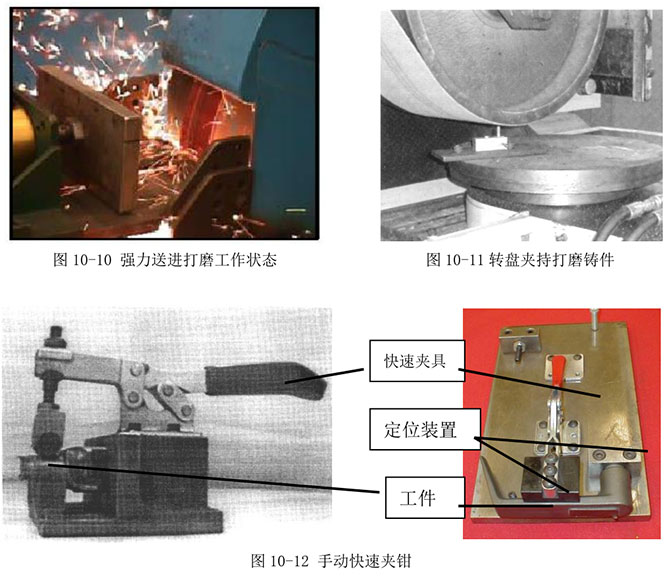
3M - Abrasive Systems 公司在大量實踐經驗的基礎上,歸納出不同合金鑄件的打磨送進速度如表 10-1 所列 [4]。由表 10-1 可見,打磨 400 系列不銹鋼鑄件時可以 8mm/s 速度送進,一個面積 20mm×20mm 的澆冒口殘根,可在 1.5s 內磨掉,加上裝卸鑄件的輔助時間,能在 10s 內打磨一個鑄件。這比手工打磨節省 2/3 時間,使用一臺這樣的設備就可減少 3 個工人。由于打磨時工人不用手持鑄件,其主要任務是裝卸工件和管理設備,所以一個工人可以同時打磨幾 個工件,而勞動強度卻大為減輕。采用如此強大的壓力快速送進,有人會擔心砂帶的使用壽 命。其實不必,這是因為采用大的機械壓力可能將磨粒更深地切入工件表面,提高磨削效率, 并且,磨禿變鈍的磨粒會更快地崩裂或破損,催生出許多新的鋒利磨刃,直所有磨粒都被 耗盡為止。另外,打磨速度快,摩擦產生的熱量迅速被磨屑帶走,也有利于延長其使用壽命。圖 10-10 和圖 10-11 分別是打磨時的工作狀態和設備外觀[3]。
打磨時工件裝卡夾持可采用專門設計的手動快速夾鉗(圖 10-12)[5],也可采用轉盤或機械手等多種方式(見圖 10-11、圖 10-13 和圖 10-14)[8、13]。
三.工藝參數對打磨速度和質量的影響
除設備和砂帶外,砂帶速度、接觸輪及襯輪的硬度,以及接觸輪槽形等工藝參數對打磨速度和質量也有一定影響 [6、7]。
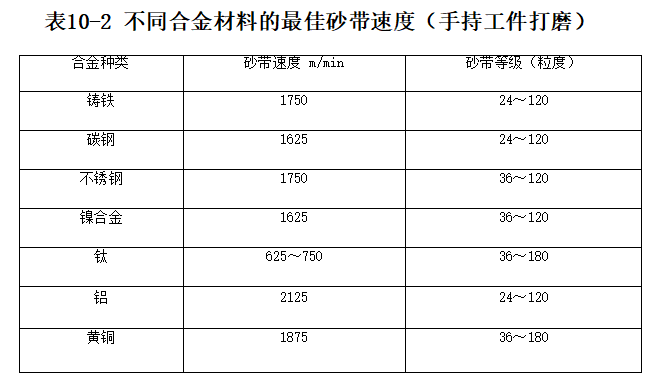
l 砂帶的速度 砂帶速度直接影響打磨速度、表面粗糙度和打磨過程中產生的熱量。一般來說, 砂帶速度快打磨速度也快,工件表面粗糙度細,但過高的砂帶速度會使工件發熱。軟的金屬,如鋁和黃銅等,可以采用較高的砂帶速度。打 磨 鈦合金要求不能產生過多熱量,建議將砂帶速度降低到625m/min。表10-2 列出了在手持工
件打磨時,不同合金材料的佳砂帶速度[6、7],供參考。
l 接觸輪及其背襯輪硬度 接觸輪通常可由鋼、鋁、壓緊的帆布和硬橡膠等多種材質制成。接觸輪材質的軟硬對砂帶打磨速度和一致性有決定性影響。軟的接觸輪配合軟而輕的背襯,對工件有好的隨形性和適應性,切入工件的深度比硬接觸輪淺,有利于獲得粗糙度 細而均勻的光潔表面,但打磨速度和砂帶壽命有所降低。適用于對表面不十分平整的零件(如高爾夫球棒頭等)進行倒圓和磨光。硬橡膠接觸輪有更高的能效,使磨料更深地切入工件表面,有利于加快打磨速度,但打磨面較粗糙。隨形性和適應性較差的硬接觸輪適合打磨平整表面。氧化鋁陶瓷磨料更適合用硬接觸輪、大磨削量。硬接觸輪促使粗磨粒崩裂以保持鋒利,從而獲得持續的高磨削速度和延長砂帶壽命。
l 接觸輪的齒形和槽形 與光滑圓柱輪相比, 由于鋸齒形接觸輪減小了切向接觸面積, 使得在相同施壓的條件下,單位面積擠壓力增大。所以,隨著凹槽寬度增大,打磨效率提高。打磨量大的操作(例如,去除澆冒口和焊縫、調整尺寸等),推薦使用鋸齒形接觸輪。更大的有效壓力將使粗一些的磨料,特別是陶瓷氧化鋁,得到更加有效的應用。在手持工件打磨操作中,帶鋸齒槽的接觸輪有助于防止磨粒變鈍,因為它能促使磨粒崩裂而重新變得鋒利。但凹槽過寬會縮短砂帶壽命。但鋸齒形接觸輪,用手工操作可能會感到力不從心,故更適合半自動設備或機械手夾持工件打磨。