
一、國外精鑄技術進展述評
以往工業發達國家回收模料大多只用作澆道,而不用來壓制蠟模。這不僅浪費大量寶貴的自然資源,就連廢蠟的堆放和處理也都是問題。充分利用廢舊模料,不但節省資源,降低成本,而且大大減少廢棄物排放,符合循環經濟的發展方向,也是精鑄業可持續發展的一個重要方面。所以,自上世紀 90 年代以來,美、歐各國也逐漸改變原有的傳統習慣,將精鑄生產廠家廢棄的模料或回收模料,經特殊的凈化處理,再按用戶不同需求調整成分,模料性能經嚴格檢驗合格后出廠,這就是所謂‘回收-再生’模料 (Reclaim Wax)。自上世紀 90 年代以來,其產量與日俱增,生產規模迅速擴大,廣泛用來壓制民用和商業精鑄件所用的蠟模, 大量使用后,模料成本節省 35%~66%,經濟和社會效益顯著 [1] [6] 。現在,還有的模料生產廠家將熔模鑄造廠脫出的模料收集起來,統一集中處理,然后再銷售給熔模鑄造廠,反復使用幾次后,再收回處理??。這種實質上是由模料制造廠商長期提供回收-再生服務的模料稱為‘SystemWaxes’。
模料回收- 再生的關鍵技術
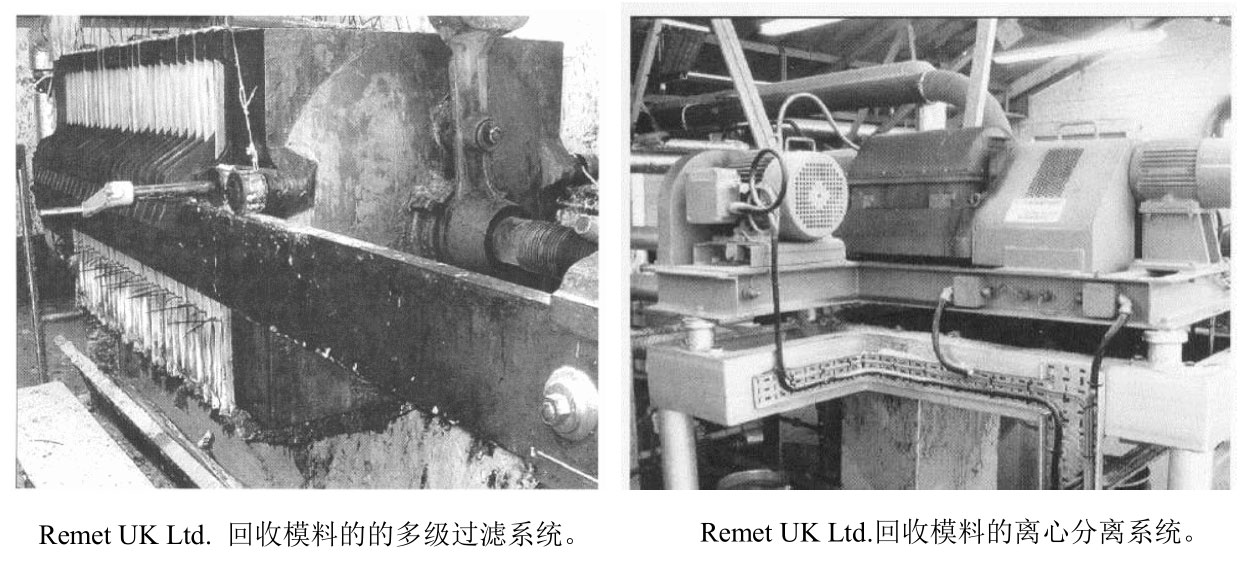
目前,無論外,大多數精鑄廠家采用蒸汽脫蠟法。脫出的模料中常含有質量分數 5%~15%的水分, 15%~35%的填料(對填料蠟),和大約 0.5% 的陶瓷類夾雜物 [2] 。回收處理的關鍵是將這些陶瓷類夾雜物除去,因為它們是模料中殘留灰分的主要來源。當然其他一些無機化合物,諸如氧化鐵之類,也是必須嚴格控制的。傳統的模料回收方法是沉降法。這種方法處理過程耗時長,而且沉降物不密實,收得率也不高。更好的方法是采用高效的加壓多級過濾或/和離心分離法,以加速處理過程并獲得更純凈的模料。圖 1-1 和圖 1-2 所示分別為英國Remet UK Ltd.的過濾和離心分離系統 [2] 。不難看出,當前國外流行的模料回收處理方法,其技術關鍵就在這種多級過濾凈化系統。經過過濾的模料通常具有良好的物理性能,灰分含量可降 0.05%甚 0.03%以下,可與無填料的新蠟媲美,直接用作民用精鑄件模樣蠟或澆道蠟。如再補充一些原材料和附加物(通常是添加某些烴蠟),則可進一步獲得符合標準規格或用戶要求的再生蠟。回收蠟中如再加入一些新蠟、樹脂和填料,也可制成某些精鑄件使用的填料蠟。采用離心分離所得回收模料中灰分含量通常要比過濾處理的高,經常達 0.1%甚更高。
值得強調指出的是,回收-再生模料制成后必須進行嚴格的質量檢驗,合格后才能出廠。
通常以下 4 項指標是必須檢測的:
1) 灰分含量 灰分含量超標則需要重新處理;
2) 軟化點(環球法) 如果軟化點與新蠟不一致,則需要調整模料成分;
3) 粘度 用以衡量液體模料的流動和泵出能力。粘度超標,則需調節模料成分以便跟新蠟保
持一致;
4) 針入度
二. 國外回收- 再生模料的主要生產廠商和產品
美國 K-Wax, Inc.的產品
早在上世紀 90 年代初期甚更早,美國 K-Wax, Inc. 就已經將回收-再生模料投放市場,其質量和性能與新蠟大體持平。在生產過程中采用一系列性能檢測手段,隨時對產品質量進行監控。自 1996 年第 9 屆世界精鑄會議后,生產規模迅速擴大,產品銷售范圍從圍繞該廠半徑 800 公里,擴展美國西海岸乃太平洋沿岸。跟新蠟一樣,回收-再生模料的供貨狀態也有粒狀和塊狀二種。自 21 世紀以來,該廠除供應回收-再生蠟,也開始供應‘System Waxes’ 。
值得注意的是,自上世紀末以來,不僅象 K-Wax, Inc.這樣的規模較小的模料生產廠商,甚象美國 M.Argueso & Co., Inc.和英國 Remet UK Ltd.等世界廠商也逐步涉足回收-再生模料的開發、生產。
英國 Remet UK Ltd.的產品
Remet UK Ltd.提供的回收-再生模料有 RW 140 PASTILLE,顏色:棕(偏黃);RW 160PASTILLE 顏色:棕(偏紅)二個牌號,粒狀供貨。目前已進入中國市場,據用戶復驗,灰分含量均低于 0.03%,針入度 5~7°。性能穩定,價格合適,使用效果好。
Argueso & Co., Inc.
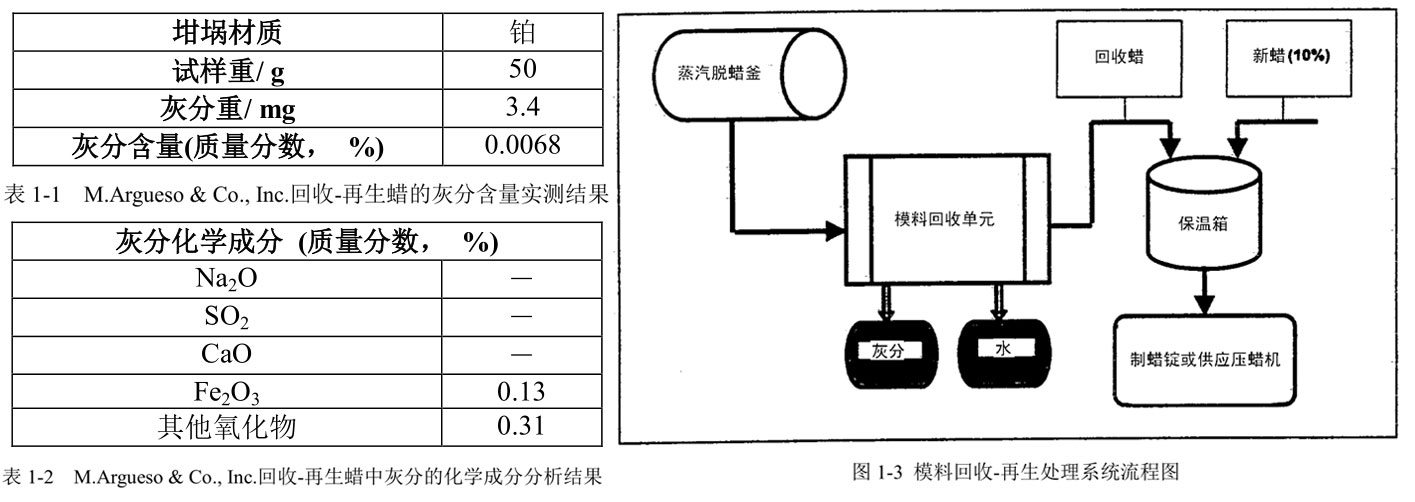
M.Argueso & Co., Inc.開發成功的專利技術 ‘Tech-Clean’ [發表于 Incast 2000 (9)], 可使回收模料中灰分含量減少 74%,達到 0.03%以下,經常保持在 0.003%~0.005%范圍 。灰分中的SiO 2 、Na 2 O、SO 2 、CaO、 Fe 2 O 3 等氧化物含量均大幅下降(表 1-2) [4] 。從而達到或接近新蠟的標準。
三. E.R.Amantino & Cia.Ltda. 精鑄公司的模料回收處理系統目前,國外除了有若干專業化的模料生產廠商提供回收-再生模料或‘System Waxes’外,也有一些精鑄生產廠家自行研究和開發模料回收-再生系統,取得良好效果。巴西E.R.Amantino & Cia.Ltda.精鑄公司便是一例 [5] 。該公司于上世紀末著手開發模料回收-再生處理系統 。該系統設計結構緊湊,自動化程度高,操作簡便,只需一個工人操作。蒸汽脫蠟后模料無需重新加熱,直接進入回收處理單元,使脫蠟與回收連成一線,成為一個完整的在線系統。引入模料回收單元后,蒸汽脫蠟設備無需進行大的改動和調整。處理完畢的蠟液,可以通過液壓泵直接打到靠近制模間的位置備用。圖 1-3 所示為該系統的流程圖。
回收-再生模料投入使用前需嚴格檢測其性能指標。反復使用 10 次之后(每生產周期添加10%新蠟),各項性能(包括滴熔點、灰分和收縮率等)基本保持不變。含水量和灰分符合新蠟規定的標準要求。
Amantino & Cia.Ltda.精鑄公司使用回收再生模料已成功地生產了大量尺寸小而精度要求高的槍械類精鑄件。
四.我國模料使用的現狀和存在的問題
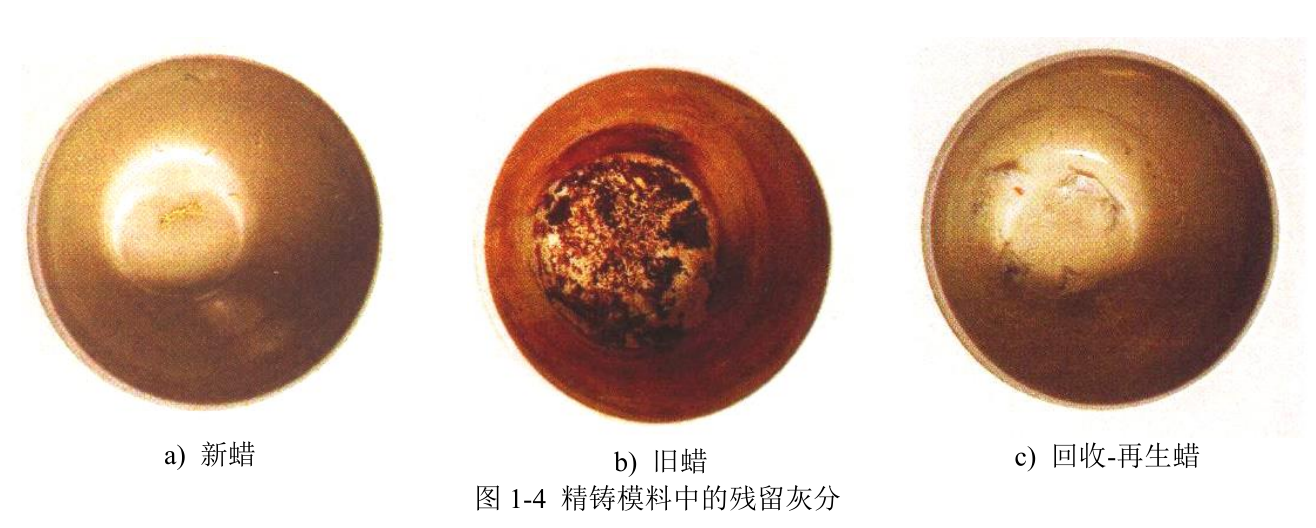
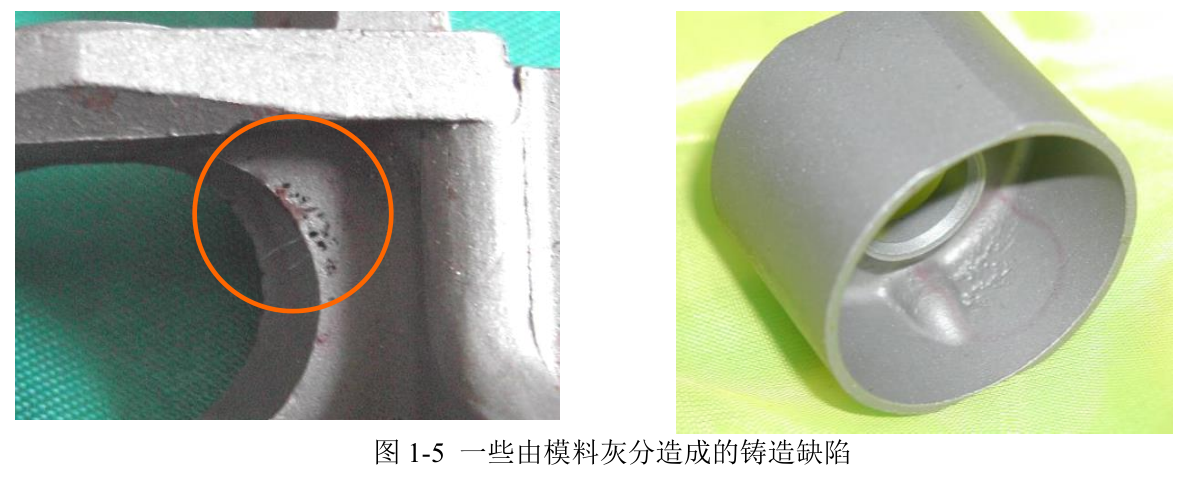
目前,我國樹脂基模料回收處理主要采用靜置沉降法將蠟液與粉塵和水分離。這種處理方法耗時長,效率低,沉降物不密實,收得率有限,處理效果不盡如人意。特別值得指出的是,許多精鑄廠家,為了降低成本,模料長期反復使用,從不更換,以致灰分越積越多,嚴重影響模料純凈程度和性能。尤其嚴重的是,絕大多數廠家對模料中灰分含量從不進行檢測,對灰分含量嚴重超標這一事實視而不見。隨機抽查某些精鑄廠在線使用的模料,灰分含量經常超過國際公認的標準要求(<0.05%)近 10 倍之多! 這不能不認為是一個嚴重的問題。蒸汽脫蠟后殘留在型殼中尚未脫盡的‘臟蠟’,當型殼焙燒 900℃左右,便形成黑褐色樹脂狀殘渣(又稱“碳污”),粘附在型殼表面(圖 1-4 b),當溫度更高氧氣充足時,這些殘渣進一4步氧化、燃燒,或形成淡黃色粉末,附著于型殼表面,或集中堆積在型腔里某個角落。顯然,無論哪種形態的灰分,都是鑄件中非金屬夾雜物的主要來源之一。鑄件噴砂后,暴露出各種形態的凹坑和孔洞類缺陷(圖 1-5)。可見模料中灰分含量高,無疑是目前影響我國精鑄件產品質量的重要因素之一,也是產品上檔次的嚴重障礙,已經成為我國精鑄業發展的一大隱憂。
五.Argueso & Co., Inc. 中國分 公司提供回收- 再生服務
美國 Argueso & Co., Inc.是一家擁有百年歷史的模料生產廠商,市場份額名列世界前茅。該廠已于 2004 年登陸中國大陸,在比鄰上海的江蘇省昆山市建立了一家分廠,于 2004年 6 月順利投產,現已形成年產 1800 噸精鑄模料的生產規模,是我國家由外資投資經營的模料生產廠。設備先進,自動化程度高,工藝過程控制嚴格,檢測手段完備。特別是配備有該公司凈化模料的專利技術和設備(‘ Tech-Clean’)。 產品除供應中國大陸外,還銷往包括日本在內的亞洲各國。該廠一方面為客戶提供全新模料 (包括含填料和不含填料的模樣蠟、水溶蠟、粘結蠟和修補蠟等品種);另一方面也提供舊蠟回收-再生服務,目前主要采用兩種模式進行運作:①將各精鑄廠的舊蠟以一定價格收購,經處理后作為模料的原材料;②將各精
鑄廠的舊蠟進行脫水去除雜質等處理,再按用戶要求添加適當組分,將性能調配理想狀態再交還精鑄廠使用。除此之外,Argueso 中國分廠還供應包含回收-再生服務的模料‘SystemWaxes’,按質量等級分 2-RP 838 和 2-RP 868 等二個牌號。

